
管件系列
可采用热熔对接或承插式热熔管件、电熔管焊接,施工方案,安装简单。
安装概要
1.开工前应进行全面的施工图会审,如发现设计内容有和现场情况或者相关国家行业标准离不符的地方应及时向设计院代表提出,以便进行设计修改。工具施工国要求和产晶技术标准要求核对到场的筐件、管材的规格数量复核。并对所高的材料进行安装前的检测。
2.施工作业人员将管材接安装线路茵尾衔接摆放,管材抬放时严禁抛、甩、拖、拽等野施工行为,以免损伤管材。
3.用刮刀将管材焊接面的表皮刮削干净,一般刮削深度为0.2-0.SMM,如果管材管件在装配时太紧不易承插时,可适当增加副削量;用砂纸磨头将筐件的内表面焊接区打磨一遍,打磨深度以不仿及铜钱圈为宜。
4.根据管件承擂长度要求用标识笔记好营材上的承插深度标识线,用毛巾清洁焊接表面的灰尘或杂物,并用95%以上的酒精清洗管材管件焊接面(以防焊接表面附有有机污渍)。
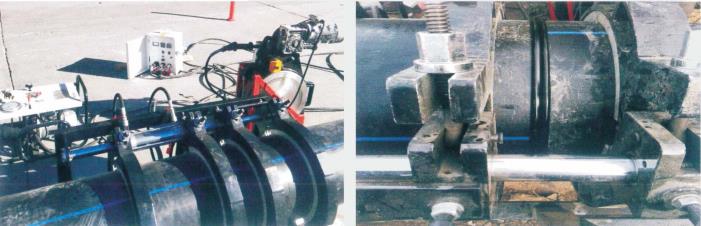
5.装配管件前用万用表检测营件的铜线圈是否通路情况正常则将管材装入电熔管件适当深度,用棚锤均匀敲击电熔管件四周,直到管件边组织活动与承擂深度标识线重合为止,禁止敲打连线桂位置。
6.检查管材管件的配合间隙是否均匀,单边最大配合间隙小于1M为室。
7.管线装配好之后,固定好接头位置,有直和大小头要求管件两侧的管材轴,三温和弯头要求各连攘攘口的管材罔面,高扶正器的需用扶正器固定,无扶正器的须用临时支架或支墩固定保护接头,以保证焊接管件时接头上下不受任何外力因素的影响。
8.检查电源电压和电源连接电缆是否符合焊机正常工作要求,符合则将焊机街上,并插好接焊头,根据管件焊接数将焊机的参数调节矫正。
9.再确认以上环节正确无误后,启动焊机进行焊接,并随时监督焊接过程中的参数显示是否正常。
